初めて静岡県の浜松で開催しました。最初わざわざ静岡まで来て下さる方がどれだけいらっしゃるか心配だったのですが40名ほどの方にお越しいただきました。場所の設定や配布物など静岡大学の八巻先生には大変お世話になりました。この場をお借りしてお礼申し上げます。
会場費用はスケジューリング学会プロジェクト&プログラム・アナリシス研究部会から出して頂きました。ありがとうございました。
2次会は19名+3次会は9名、4次会・5次会は5名で3時ごろまで飲んでました(笑) 浜松は夜中でも多くの若者がいて大変活気があります。しかも女性2~3人のグループを多く見ました。街としてほどよい大きさなのでしょう。街全体が安全で活気があります。
最後は「ジョセフィーヌ」というワインバー(?)で「醍醐のしずく」という珍しい生酒を飲ませてもらいました。あまりに美味しいので一本追加。その時だされたチーズも半端なく美味しかった!ママさんの話も面白くて、浜松の奥深さを垣間見ました。
ジョセフィーヌに行くためにもう一度浜松で開催してもいいかも(笑)
<今回の勉強会資料>
※もしうまく開かない場合は次の場所から探して下さい:http://www.onas.asia/home/benkyoenkai/doc
求む!上流工程技術者(佐野)
3D-CADデータの一気通貫とIT活用でものづくり力向上を!(関さん)
製造業のプロジェクトにおけるボトルネック ~BOM/部品表の問題~(佐藤さん)
<動画>
求む!上流工程技術者(佐野)
3D-CADデータの一気通貫とIT活用でものづくり力向上を!(関さん)
製造業のプロジェクトにおけるボトルネック ~BOM/部品表の問題~(佐藤さん)
<求む!上流工程技術者>
セールスフォース・ドットコム 佐野初夫2008年にiPhoneを使いだしてから社内の情報が社内より早く伝わる事に驚きました。今まで情報格差が商売のネタだったのすがこれからはそういう商売は出来ない。下流の実装技術は英語が堪能なインドや中国の技術者には勝てません。若い技術者は下流の実装技術よりも上流工程の技術を勉強して欲しいと考えて関西IT勉強宴会を始めました。
過去21回の全タイトルです。それぞれ全部資料がダウンロード出来ますし、私の詳細なブログで内容が読めます。興味のあるタイトルがあればアクセスしてみて下さい。
http://www.onas.asia/home/benkyoenkai/doc
エンタープライズ向けのノンプログラミングツールを一覧しました。これだけあると壮観です。どのツールも実績があって発表されていますから優劣はありません。御自分に向いたツールを極めるのが良いと思います。ただ、それぞれのツールに向いた設計が必要です。それを勉強するためには、実用で使えるようなサンプルを見る事が近道です。
実用に耐えるサンプルが公開されているかどうかを一覧にしてみました。GeneXusのマーケットプレイスは粒度の小さなツールだけです。業務パッケージはそれぞれのSI会社が自ら販売されているようです。セールスフォースはAppExchangeというマーケットプレイスで大小様々なパッケージがあります。富士通さんのERPパッケージであるグロービアもセールスフォースの基盤の上で動いています。Wagbyはサンプルとして複数業務が公開されています。XEAD Driverは生産管理をこれから発表して頂きますが、すでに販売管理を無料で公開されています。
<『仕様書で動く生産管理システム』の開発事例報告>
ディービーコンセプト 渡辺幸三さん基幹システムを手に入れる方法は、家を買う時と同じく3つの方法があります。まず1つは業者に全部を委託して作ってもらう方法です。2つ目は建売り住宅を買う、3つ目はモデルハウスで検討する方法です。それぞれメリットデメリットがあります。
一般的なデザインだが必要に応じて改修したい時には、モデルを使いましょうこのXEAD Driverは実用になるモデルがあり、それを簡単に改修することが出来ます。
モデルシステムというためには、3つの条件があると考えます。
・基本設計書(ER図・業務フロー・業務マニュアル)が公開されていること
・仕様書が公開されていること
・カスタマイズが容易であること
今日は、次の3つについてモデルを見ながら解説します。フィーチャー・オプション(FO)、BOM、MRP&在庫推移監視方式の3つです。
一般公開は夏ごろの予定ですが、世界初の「仕様書がそのまま動く生産管理システム」をみてもらいながら説明します。
1.フィーチャー・オプション
フューチャー・オプションではありません。フィーチャーです。フィーチャー:featureとは、顔の造作(目・鼻・口・耳・額・あごなどの一つ)の事です。モンタージュを想像して欲しいのですが、目や鼻などのフィーチャーを入れ替えることで様々な顔を作りだします。フィーチャー・オプションは、ある品目がどういうサイズや色を取りうるかを定義するものです。
これは自動車業界で使われだしたと言われています。品番の爆発を防ぎます。これがないと部品表がとんでもない数になります。実際に見てみましょう。
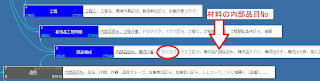
品目マスタ 内部品目No {品目コード}
00001 ・・・ A12345P
品目の一次識別である「内部品目No」はユーザの目に触れない不変の項目です。品目コードなどのナチュラルキーをテーブルの一次識別にしない方が良いのでこうする事が多いです。ナチュラルキーはめったにないでしょうが、変更される可能性があるからです。そのため一意制約をつけた属性項目としています。

色やサイズなど色々あるオプションをフィーチャーとして登録すると、ようやくフィーチャーマスクを使えます。
FOマスク ID マスタ区分は、選択かオミットか
A12345P-SSRED
A12345P-*****
*はワイルドカードとして使います。ある部品がサイズもカラーも関係なく使われるものなら、FOマスクは「A12345P-*****」になります。サイズSSでカラーがREDでだけ使われる時は「A12345P-SSRED」です。
2.BOM
ある製品を作る時にどういう部品を使用するかが部品表、BOMです。作りたい製品数量を入れると、どの工程でどれだけの材料が必要かを出力します。その展開はBOMプロセッサと呼んでいます。それも仕様書だけで書けます。
3.在庫推移監視方式
品目と倉庫を指定されると、在庫がわかります。その在庫がどの取引から増減したかを受け払いとして日付別に入っています。

これは将来の日別の在庫数をリアルタイムに計算出来る方式です。MRPというのは、在庫推移をオンデマンドで指定された時に計算します。またMRPは在庫が足らない時に勧告オーダーを出してくれますが、出来るわけがないような勧告をだすので使い物にならない事が多いです。MRPに絶望して、在庫推移監視方式に辿り着きました。コンピュータがやる分野と人間がやる分野の分業です。
MRPはなかなかうまく運用出来ないそうです。欠品はなくなるのですが、余剰在庫が減らないそうです。在庫推移監視方式は余剰も監視する事が出来ます。
<3D-CADデータの一気通貫とIT活用でものづくり力向上を!>
関ものづくり研究所 関伸一さん一人完結型の生産方式をリーダーとして創りました。車が趣味で昨日独車のクリーンディーゼルが納車されました。品質は素晴らしいです。バイクは昨年買ったのが78台目でした。モットーは、「明るく楽しい職場からしか良い物は生まれない」この言葉だけはゆずれません。
1.ものづくりりの要素と資格
絶対的に最優先なのは「S:安全」、次に「E:環境」に配慮して初めて物を作る資格があります。次に「Q:品質」が売る資格です。一万個に一個の不良品でもそれを買った人には100%の不良率です。本田宋一郎氏は120%の品質と言ってます。
その後に「C:価格」や「D:納期」があります。これが競争する資格です。でも、安ければ良いという事ではありません。最近の日本の製造業の品質は少し心配になります。
2.日本のものづくり
腕時計の台数で、95%が日本製です。素晴らしい。でも・・金額ベースでは85%はスイスの機械式時計なのです。それだけ安い日本製の腕時計が1日に5秒狂ったら怒られます。高いスイス製の時計は1日に30秒狂っても何も言われない。
「お客様の立場に立ったQCD」をもう一度考えて欲しい。ここ15年で日本の自動車の品質は完全にヨーロッパに置いて行かれた。高い?フォルクスワーゲンは145万円です。軽自動車程度の値段で圧倒的な品質です。
さて、日本のものづくりはどうするのでしょう?
日本の現場で日本の雇用を守りながら、「高くてもいい、お願いだから売ってくれ」と世界に言わせる製品開発を考えて欲しい。
「TPD:Total Product Development(全社的製品開発)」が重要だと考えています。設計開発部門はクリエイティビティに特化した作業だけをさせる。製造部門や購買部門など全部門で製品を作り出すという取り組みが大切です。緩衝材は今や落下衝撃シュミレータがあるのだから耐Gだけ設計に聞けば物流で決めればよい。
3.ライン生産から一人完結セル生産への変革
ベルトコンベアの流れ作業は非人間的な作業です。基本的に「遅れ」しか伝播しない。作業が早い人がいても、一番遅い人に律速される。残業は半強制。トイレも行きにくい。
一人完結セル生産に変革させた。問題点は3つあり、それをデジタルで解決した。
問題1:熟練工の養成が難しい
暇な時に練習を兼ねて初めての製品の製造に回す
問題2:品質のばらつきは許されない =>フロントローディング
作業マニュアルを徹底的にわかりやすく(3D-CAD)
ポカヨケで、不良品を作れなくする。最終検査をなくし単一工程で品質を保証する。
例:ネジを自動的にトレイに出し、ネジの数をドライバーでカウント
問題3:高価な検査機械を人数分用意するの?
30人に1台、スペシャルショップ(SP)に置いた。画面が「SPに行ってね」と言う
4.デジタルセル生産による変化
作業者に時間的ノルマはない → やる気に依存 → 継続的改善
※明るく楽しい職場であれば実力をフルに発揮してくれる =>ES向上
何分で終わったかを出して欲しいと80%に言われた。
→終了後3秒だけ表示した → 自分の記録を自宅のエクセルにいれて管理
<製造業のプロジェクトにおけるボトルネック ~BOM/部品表の問題~>
日揮(株) 佐藤知一さん1.日本の製造業の位置づけ
BOM部品表入門を8年前に書いた。当初はERPの技術者のために部品表の設定を教える本にするつもりでした。書き進めるうちに180度変わって、BOMのデータを外部コード体系や外部パッケージに依存すべきでないという本になった。広い意味でのBOMは、日本の製造業の「すりあわせ的統合のかなめ」になるものだから。
GDPに占める製造業の割合は、20%を切っている
製造業で働く就業者数=1030万人(全就業者数は6230万人)
製造業の従業員あたりIT費用は43.9万円(全産業平均は58万円)
→製造業は流通よりも業種が多いのにIT費用が75%なのはおかしい
→きっと、やりたい人、出来る人がいないからではないか
製造業とITとか握手するかなめが部品表だと考えています
2.製造業の簡単な説明
(業務の)三層モデル
全社レベル :生産・販売・在庫管理 製品単位、月週単位
工場管理者レベル:生産スケジューリング、進捗、部品単位、週日単位
製造現場レベル :製造オーダ、購買オーダ 部品/ロット、日時分単位
これらを伝票で回すが、管理の仕組みが追い付いていない。
共通するボトルネック = BOM/部品表
3.部品表の問題
設計部品表(E-BOM)と製造部品表(M-BOM)がかい離している。ひとつの会社でBOMが40もあったところがあり、それを統一するためにすごいお金をかけた。
BOMの表現形式には4種類ある。
サマリー型/ストラクチャー型/シングルレベル/マトリクス型
MRPはストラクチャー型BOMを90度傾けたもの。一番右の製品が何月何日に欲しいと言えば、どの部品が何日に必要かを計算する。IBMが60年代終わりごろに思いついた
ただし、BOMの設定は難しくて予定通りいかない
(1)設計変更でBOMが変わる時どうするの?
(2)サプライヤーの供給部品の仕様が変わる時の対応は?
(3)材料ン公購買単位がKGで消費単位が個数の時は?
(4)中間部品(中間製品)はどこまで登録するべき?
(5)返品や、製造現場の使用残はどう扱う?
(6)試作品のBOMは登録すべきか?
(7)製品にオプションやバリエーションが多数ある時、その数だけBOMを作る?
(8)法押す材料や副資材も登録するのか?
(9)リードタイムの設定は?安全在庫の設定は??
これらを解決するためにいくつかのノウハウがある(本参照)
4.EーBOMとM-BOMの乖離
設計部品表を製造部品表に毎回コピーしている会社もある。ITで統一出来るという人もいる。どれも正しいとは思うがそうできない企業もあると思う。
私の主張は、
「マテリアルマスタは統一すべきだが、BOMは何個あっても構わない」
広い意味でのBOMは全部門と関係がある情報のハブになっていると考えています。
企業の全体図を俯瞰すると、どこにどういうBOMがあるかがわかるはず。その全体像から考えないとわからないはず。
5.マテリアルの統一
物を売ったり買ったりできるものは3種類
・マテリアル 在庫できる 所有権の移転
・サービス 在庫出来ない 利用権の許諾
・情報 在庫出来る/出来ない 利用権の許諾
同じものか違うものか?
(岩手山の牛乳と十勝産の牛乳は同じ物?違う物?)
※物自体の属性では決まらない。キーとなる属性が同じかどうか
※つまり、主人公はマテリアルではなく使用目的である
意味なしコードのすすめ
アリストテレス的「実在論」から、ソシュール的な「唯名論」への転換
BOMの「責任部署」を決める
クロスファンクショナルなプロジェクトチーム体制がお薦め
6.某巨大工場プラントの例
一番大変な配管は4000種類、数十万点が必要。設計が終わってから発注すると間に合わない。そのため、設計前に発注します。次の表が徐々に右下に行くのを見ていると、どこでネックになっているかがわかります。
モデル入力 ISO図発行 Spool図発行
REQ発行(引合) xx% xx% xx%
PO発行(発注) xx% xx% xx%
IA発行(製造) xx% xx% xx%
現場到着 xx% xx% xx%←溶接済み
この配管コードを統一するのに11年かかりました。マテリアルマスタの統一は言うほど簡単ではありません。
<所感>
渡辺さんが佐藤さんと飲まれる時に誘ってもらったのが今回開催のきっかけです。新大阪の定番たけうまでした。佐藤さんが横浜ですので「大阪と横浜の間をとって静岡」といわれ即答でOKしました。メンバが来て頂けるか直前まで心配でしたが、関西IT勉強宴会から20名以上、スケジューリング学会から20名弱と、過去22回で最高の人数でした。
まず佐野は実装技術より上流工程を大切にしようという話。渡辺さんは生産管理の設計に必須の概念を説明しながらも上流工程について語って下さいました。
関さんは初めてお会いしたのですが、偶然なのかどうなのか上流工程というキーワードでそろいました。ただ関さんは製造現場の改善に取り組まれているだけあってリアリティがありました。そして最後の佐藤さんは、「製造業とITとが握手するかなめが部品表」というキーワードで、我々ITと製造現場のベクトルをひとつにして良い情報システムをつくりましょうというエールを送って下さいました。
途中で佐藤さんもおっしゃっていましたが、製造業のシステムは100社あれば100社違います。それを苦労してSAPなどで統一する企業が多いのですが、それが日本の製造業を弱くしている根本原因ではないかと考えています。情報システムは企業自身の神経細胞だという認識をもって、人任せにせず自ら作り上げるべきです。私が入社したころのメーカーさんは、ソフト会社を上手く使いながら自らの業務を構築されていました。
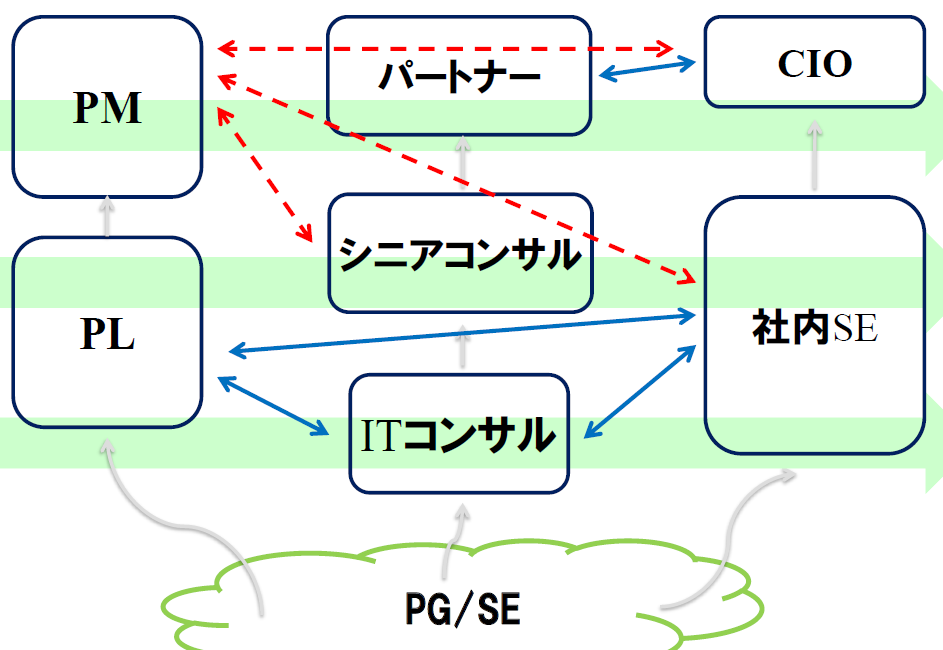
コンピュータ技術者の人数比について、最近よく言われます。米国はユーザ企業に70%の技術者が居て、ITベンダーに30%。日本はITベンダーに70%が居るという話です。色々な経緯があると思います。「コアコンピタンスでない分野は外出しする」とか「アウトソーシング」「戦略的互恵関係」とか。良く考えると米国企業が持ちこんだ概念を日経コンピュータが増幅させて、それに踊らされた企業も多いでしょう。
こういう、現場とITの出会いの場をこれからも作っていきたいと感じました。これからも応援よろしくお願いします。
以上